P-Basの対応材質、サイズ
選択できる材質
-
P-Bas接合には、基本的に鉄系材料全般が適しています
-
材質によって加熱・加圧条件は異なるため、各材料に適した接合条件を構築しています
-
各材質の特性を把握し、すべての材種で接合前との比較で90%以上の接合強度を実現しています
現在までの接合強度データ
スクロールできます
| 材質 | SKD11 | STAVAX | ELMAX | SKD61 | SKH51 | HPM38 | SUS420J2 | SUS440C |
|---|---|---|---|---|---|---|---|---|
| 接合強度 | 101% | 91% | 95% | 98% | 92% | 100% | 100% | 94% |
【参考】選択できる材質の熱処理と硬度
スクロールできます
| 材質 | 熱処理条件 | 熱処理後硬度 | 備考 |
|---|---|---|---|
| SKD11 | 低温戻し | 60~62HRC | 戻し温度180℃ |
| 高温戻し | 58~60HRC | 戻し温度530℃ | |
| STAVAX | - | 52~54HRC | - |
| ELMAX | - | 58~60HRC | - |
| SKD61 | 耐熱重視 | 48~50HRC | - |
| 耐摩耗重視 | 50~53HRC | - | |
| SKH51 | 靭性重視 | 59~61HRC | - |
| 耐摩耗重視 | 62~64HRC | - | |
| HPM38 | 中温戻し(不定期) | 49~53HRC | 戻し温度350℃ |
| 高温戻し | 52~54HRC | 戻し温度500℃ | |
| SUS420J2 | - | 51~55HRC | - |
| SUS440C | 低温戻し | 56~58HRC | 戻し温度180℃ |
| 高温戻し | 52~55HRC | 戻し温度500℃ |
接合可能なサイズ
-
対角Φ120mm以内、高さ140mm以内に収まり、なおかつ体積が350,000mm3以下の部品でP-Bas接合が可能です。
-
推奨サイズは手のひらに乗る程度の大きさで、形状によっては複数の部品を同時に接合することもできます。
接合サイズの実績(一部)
スクロールできます
| サイズ[mm] | 110×110×T60 | 51×61×T160 | 47×107×T66 | 47×107×T46 | Φ40×T80 | Φ60×T30 |
|---|---|---|---|---|---|---|
| 体積[mm3] | 726,000 | 497,760 | 331,914 | 231,334 | 100,480 | 84,780 |
注意事項(異材接合・接合可能な形状)
異なる材料の接合について
-
一般的な金型材料と、熱伝導率のいい材料や非磁性の材料などを組み合わせることで、材料のコストダウンにもつながります。
-
現在、パンチグループでは融点や熱膨張率が異なる材質の接合技術の開発に取組んでいます。
参考)異なる材料の接合
材料:銅+真鍮+鉄
材料:銅+真鍮+鉄

接合できる形状
-
平面同士の接合が基本です。
-
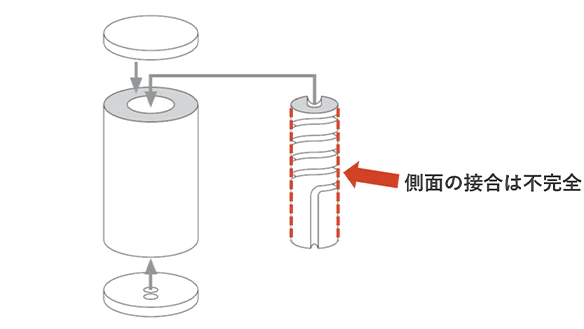
筒に水管を入れてふたをする接合では、側面の接合は不完全になりますが、ふた部分が完全に接合されますので水が漏れることはありません。
-
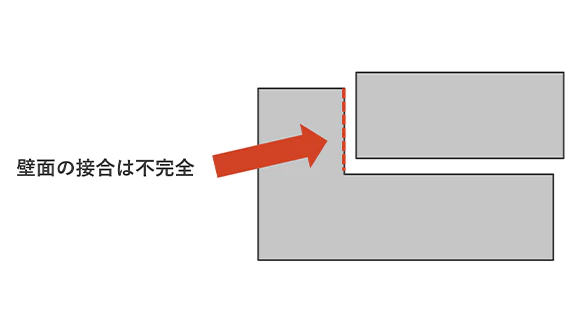
段差のある接合の場合も、壁面部分の接合は不完全になります
筒に水管を入れる接合
段差のある接合